Forum Migration Notice
Update (2026-01-21): The user forums are now in read-only mode pending the data migration.
Update (2026-01-12): The user forums will be put into read-only mode on the 21st of January, 00:00 CET, to prepare for the data migration.
We're transitioning to a more modern community platform by beginning of next year. Learn about the upcoming changes and what to expect.
Update (2026-01-12): The user forums will be put into read-only mode on the 21st of January, 00:00 CET, to prepare for the data migration.
We're transitioning to a more modern community platform by beginning of next year. Learn about the upcoming changes and what to expect.
Cannot fill Uneven Layer with even Products

Hi everyone,
I hope you are well. I need to solve a problem related to Palletizing PowerPac (PzPP).
Problem Description
I need to palletize a load pallet with 10 layers with 5 bags each layer, as shows:

Problem Description
I need to palletize a load pallet with 10 layers with 5 bags each layer, as shows:
I have a Double Gripper that picks two bags at once. The robot must palletize, picking 2 bags (each time the eoat goes to the pickoff station), and complete each 5-Bags layer, until complete de 50-bags pallet. I made a grouped 2-bags item:

2 bags/cycle x 25 cycles/pallet = 50 bags/pallet. With 25 cycles per pallet would be the optimal solution, but when I'm adding this job, I have some issues:
When I'm adding a new job, allocating the bag into the infeeder, it shows a warning saying "PowerPac cannot complete Mosaico using the selected groups and stacks"

Pressing "Next", shows a window saying:

I say Yes, then when I'm configuring the operation set for my 5-layer pallet pattern, there is a fill error:

So, when I'm trying to do a manual filling, i have this problem:
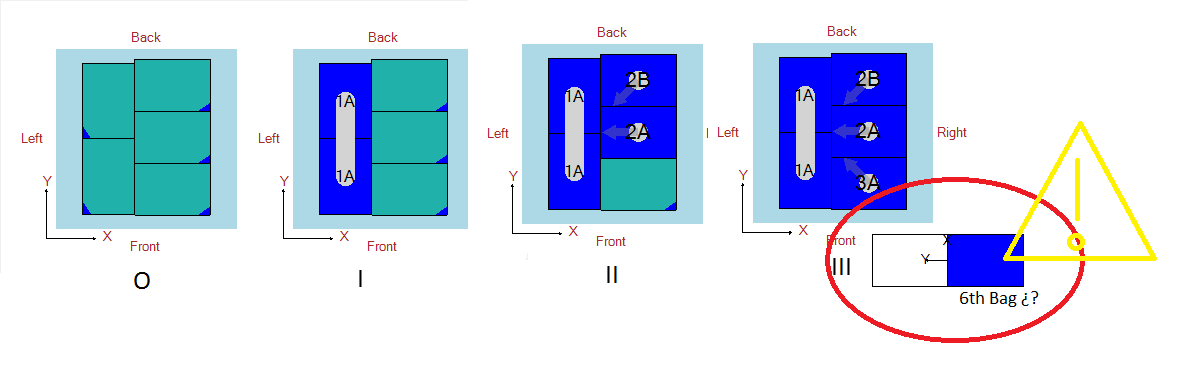
I cannot save the 6th bag, in order to be used in the next layer, since in the next layer I don't have this "Bag-in-queue" available.
Conclusion: It seems that PzPP cannot palletize uneven layers with an even number of products per pick.
Summary
I have problems to palletize a 5-bag layer with 2 bags each pick & place operation set. Which solution does exist to this problem? it seems that PzPP cannot offer an optimal solution under this conditions.
Problem Constraints:
At optimal conditions, the robot must pick up 2 bags eack pick & place cycle, NEVER by one bag... One possible "solution" would be to generate an individual bag, to fill the 5th bag slot' s layer. Since this can figure as a tempting solution, it is not an optimal solution because is not the idea to pick by one bag, becuase to pick just one bag costs cycle time.
Plase advice me if I'm ignoring some point, in order to palletize uneven layers with even products. My optimal solution would be to save the 6th bag and allocate it in the next layer's first slot.
Thank you very much in advance. Best regards,
Pablo Liberona
Plase advice me if I'm ignoring some point, in order to palletize uneven layers with even products. My optimal solution would be to save the 6th bag and allocate it in the next layer's first slot.
Thank you very much in advance. Best regards,
Pablo Liberona
Tagged:
0
Comments
-
Did you find a solution?
0 -
Hello Soup,
Thank for your reply. I haven't found a solution for this yet, please let me know if you have any insight about this.
Best regards,
0 -
Sorry, I don't have a solution which uses the PzPP...
If you are not a student and/or just sticking to the virtual: I'd recommend you gather everything PzPP related (software, manuals, signal charts, etc.), drive to the nearest beach, and drop kick all of it into the ocean. It's been a while since I've used PickMaster 5 (predecessor to PzPP) and the first versions of PzPP but it was always over complicated, difficult to customize, and a complete waste of time.- Over complicated: I used to say, "PickMaster is great for palletizing cases with a vacuum tool, and just a little challenging for other types of products." Not even true! Even a multi-zone case palletizing situation would be easier without the hidden code, Line/Project, Flows, Formats, Opp Set Completes, Target Gen Triggs, etc., etc. PickMaster was only good for two things -- 1. allowing ABB sales staff to wow executives on how "easy" palletizing is by clicking around and making a graphic of a complete pallet in a sales meeting, and 2. assuring that if an end user ever tried to make an edit that they would utterly fail and have to call/pay you -- the original integration company -- to make even a minor edit. I would guess that the PzPP would include a third benefit, 3. PzPP is integrated into RobotStudio now, so it's easier to make a simulation. PzPP may make sales and marketing easier with a simulation, but anyone who tells you it helps with the real thing and future edits is trying to sell you something. And, I honestly don't blame ABB sales, rather the ABB support staff who have decades of RAPID palletizing experience and still push the product.
- Difficult to customize: Your issue above is a perfect example of the challenge to do minor customization. Making a bag drop on the next layer is not too much to ask. Using RAPID: IF PlaceCount = 5, THEN only open one side of the gripper on that place, IF PlaceCount = 6 THEN here's the place and few custom approach and depart positions to get there smoothly. Fun side note: Maybe it's different now, but PickMaster used to change the pick position to re-center when an product size was changed -- no problem with cases and a top vacuum tool, big problem when the bag gripper comes down and slams into the rollers. And, I'd assume they put some kind of adjustable drop height per layer since bags are different from perfect boxes and often compress as they sit on a pallet, but they didn't have any of that in PickMaster.
- Complete waste of time: Why try to learn what the software authors are doing in all the abstract modules, attempt to understand Formats, Flows, and unique signal charts, spend the weeks if not months of frustration trying to get the PLC involved, have to find creative ways to "break" the software using RAPID for any little customization, and last but not least -- never be 100% confident the robot is going to do what you think it's going to do and that the minor edit you just did didn't adversely screw some other part of the program -- crashing the robot, damaging equipment, and looking like a fool in front of the customer when onsite? And, that day you get a non-palletizing job all the RAPID knowledge transfers seamlessly where PzPP knowledge only applies to palletizing/depalletizing.
The solution: Use the PzPP for simulations if it helps do it quicker or if you're forced to use it. Or, take the time you'd be fighting the PzPP software and get better with RAPID. ABB would have done / still could do a much bigger service to their palletizing integrators and customers by providing 10 production-hardened RAPID palletizing samples instead of the PzPP software. Palletizing is not that tough, teach a single work object on the pallet, use offs (or just teach the 4 drops on layer A and 4/5 drops on layer B in your example), calculate the offsets of the intermid positions, approach/depart, and each placement based on product count, and stick to wobj0 and single taught positions for infeed pick, slipsheet pick, and/or pallet pick, search and Z-offset the slipsheet and pallet pick off their counts, keep looping through pallets unless the PLC says otherwise. Even if you didn't do a single offs or reltool and just programmed the whole thing in robtargets it would be easier to initially program and edit in the future than PzPP.
Obviously I'm not a sales person or an executive; my opinion and resentment comes from the thousands of hours I personally wasted on PickMaster 5.
0 - Over complicated: I used to say, "PickMaster is great for palletizing cases with a vacuum tool, and just a little challenging for other types of products." Not even true! Even a multi-zone case palletizing situation would be easier without the hidden code, Line/Project, Flows, Formats, Opp Set Completes, Target Gen Triggs, etc., etc. PickMaster was only good for two things -- 1. allowing ABB sales staff to wow executives on how "easy" palletizing is by clicking around and making a graphic of a complete pallet in a sales meeting, and 2. assuring that if an end user ever tried to make an edit that they would utterly fail and have to call/pay you -- the original integration company -- to make even a minor edit. I would guess that the PzPP would include a third benefit, 3. PzPP is integrated into RobotStudio now, so it's easier to make a simulation. PzPP may make sales and marketing easier with a simulation, but anyone who tells you it helps with the real thing and future edits is trying to sell you something. And, I honestly don't blame ABB sales, rather the ABB support staff who have decades of RAPID palletizing experience and still push the product.

Categories
- All Categories
- 5.7K RobotStudio
- 402 UpFeed
- 21 Tutorials
- 16 RobotApps
- 307 PowerPacs
- 407 RobotStudio S4
- 1.8K Developer Tools
- 251 ScreenMaker
- 2.9K Robot Controller
- 368 IRC5
- 92 OmniCore
- 8 RCS (Realistic Controller Simulation)
- 859 RAPID Programming
- 43 AppStudio
- 4 RobotStudio AR Viewer
- 19 Wizard Easy Programming
- 111 Collaborative Robots
- 5 Job listings